| Back to Back Issues Page | ||
 |
||
|
PWL#100 - Questionnaire, Weldability of High Performance Steels, Automatic Radiographic Evaluation December 01, 2011 |
||
| We hope you will find this Letter interesting and useful. Let us know what you think of it. PWL#100 - Questionnaire, Weldability of High Performance Steels, Automatic Radiographic Evaluation, Filler Metal for Shipbuilding, Composite Welding, MIG/MAG Welding, Welding Teacher, and much more... DON'T USE REPLY to send your messages! Use Contact Us instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. We actively seek feedback to make it ever more useful and up to date. We encourage you to comment and to contribute your experience, if you think it may be useful to your fellow readers. You are urged to pass-along this publication to your friends, if you like it, and if you want to help them. If you received this from a friend and if you like what you read, please subscribe free of charge and you will also receive a bonus book on Practical HARDNESS TESTING Made Simple.
1 - Introduction 2 - Article - Weldability of High Performance Steels 3 - How to do it well: Automatic Radiographic Evaluation 4 - Filler Metal for Shipbuilding 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article - Composite Welding 8 - Site Updating: Welding Teacher 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: MIG/MAG Welding 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board (Sponsored Links) 1 - Introduction Here we are finally at the 100th Issue of Practical Welding Letter! It is nice to look back and see the long road covered in a few years. All the past issues can be found in the Index of Past Issues of PWL. What is missing though is a closer contact with the readers, the expression of their wishes and preferences, their availability for contributions, suggestions, feedback and involvement. May I ask you the favor to be kind to me? Would you mind answering to a few questions? Just copy and paste the following on the form at Contact Us and type your answers next to them. Then send the page, your kindness is much appreciated. Questions:
Thank you. Your answers will help to keep this publication and make it more useful, or to discontinue it without regret. I am glad to publish here two invited contributions from very knowledgeable Authors. I hope their articles will be appreciated by our readership. The first, a research work in section 2, to which readers are urged to link, is from a friend, a University Professor, who kindly sent us his interesting and important article for publication. Unfortunately it is too long for being published here. Therefore I publish only a summary, with a link to the full article for all interested readers. Then I report on an intersting application for automatic x-ray evaluation of mass produced welded joints. With increasing experience, automatic inspection will find its way to other jobs, like pipelines and vessel welds. The note on Filler metal for shipbuilding gives a few remarks on important considerations that must be taken into account, without addressing in detail the requirements for different materials and strength conditions. Composite Welding refers in particular to tools and to specially fabricated implements, where materials with particular characteristics may be needed only in definite locations. The same approach may be valid for all sort of parts. The new Page of the Month, "Welding Teacher", added to the website, intends to provide tutorial advice to those willing to study welding on their own, to decide later if to embrace this profession as a career for life. The second important contribution discusses a few critical points relative to GMAW, called here MIG/MAG Welding. They should be studied by welders and supervisors alike, to assure that the process is correcly applied and that the results are adequate. The other regular sections are to be found at their usual places. This time the Appendix with links to Online Welding Resources is missing. It will be published later as a Mid Month Bulletin or under other form, depending on the favor by which it is accepted: please let me know if you find it useful or not. As usual comments and feedback are appreciated. Browse around using the Site Map, the Index Page or the FAQ Question Pages. Send your comments and feedback using the Contact Us Form. I hope my effort has some meaning for you.
2 - Article - Weldability of High Performance Steels [Note: Professor Yoni Adonyi of Le Tourneau University, when asked if he would kindly contribute to the content of this 100th Issue of Practical Welding Letter, obligingly sent me his article on Readers are urged to download and read the complete article from: The Summary presented hereafter attempts to highlight the essential points of this Research, part of a much larger effort involving industry and academia, without entering too much in details likely to distract the hurried reader from the Overview. I apologize to Prof. Adonyi as this Summary cannot make justice to the breadth and depth of the Research referred to.] Summary Traditional steels with 70 and 100 ksi yield strength had severe weldability problems that required special procedures and had limited fracture toughness at low temperatures. Controlling methods for preventing Hydrogen Cracking focus on avoiding susceptible microstructures, eliminating sources of diffusible hydrogen, reducing restraint, and on avoiding cooling too quickly to room temperature, where diffusivity of hydrogen is low. While the heat affected zone (HAZ) is sensitive to the controlled microstructure developed during manufacturing, depending on composition and on thermo-mechanical processing, the fusion zone (FZ) is as cast, and totally dependent on the composition adjustments made by alloying the weld metal with filler metal and fluxing. Prof. Adonyi's article compares the weldability of those steels with that of the new and improved ASTM A709 (High Performance Steels) HPS 70W and HPS 100W, especially developed for bridge construction. The hydrogen induced cracking test procedures adopted for this research permitted to conclude that the new steels are less susceptible to cracking, allowing consistently reduced preheating temperature that translates in remarkable economic gains. This conclusion is valid provided the thickness of the plates is 2" max., the diffusible hydrogen in the flux is controlled to less than 4 ml/100g, and the filler metal strength is matched to that of the base metal. Because of their reduced hardenability, welding of HPS 70W steels without preheating resulted in elimination of HAZ cracking for low diffusible hydrogen and for plates upto 2" thick. Efforts to improve weld FZ properties were directed to match the base metal strength and toughness with suitable filler metals and dry fluxes. The fracture toughness of high performance steels is much higher than that of the conventional bridge steels. The conclusions were that High Performance Steels need substantially lower preheat for welding, when compared with traditional materials, to avoid HAZ cracking up to thickness of 2", and that the susceptibility to hydrogen induced cracking in the HAZ was lower than in the FZ for the same strength and diffusible hydrogen level.
I am indebted to Professor Adonyi's kindness for letting us cast a glance on his highly practical and useful Research work. 3 - How to do it well: Automatic Radiographic Evaluation Radiographic evaluation is a critical step in nondestructive inspection of welds. The traditional approach involved the employment of highly educated inspectors, capable to take expositions, to develop images and to evaluate them visually. This was before the development of digital radiography. However the personal interpretation stage remains even presently on the inspectors' shoulders. There is a certain measure of personal judgement in every evaluation, based on inspectors' education and experience. The ability to perform automatic evaluation of digital radiographs taken from repetitive welds as those obtained in mass production, has a remarkable economic interest, in that it makes processing more speedy and independent of costly human professionals. To be effective, such evaluation must be reliable, capable of sorting out all unacceptable flaws, but also robust, minimizing the instances of false positive, that is the number of parts falsely classified as rejects. A recent article, published at page 29 in the November 2011 of the Welding Journal, reports on advances in automated image processing that make evaluation less expensive and more reliable. An automatic radiographic inspection system is described that completely eliminates human intervention. After digital acquisition of X-Ray images, automatic image processing follows. Image processing consists in computer performed operations for contrast optimization, noise suppression and image modification using mathematic filters to eliminate confusion and to sharpen the view for easier automatic evaluation. These operations are necessary to enhance features that allow measurement and classification of flaws. Successful applications will promote more numerous instances in which similar automated systems perform automated radiographic evaluations. Interested readers are urged to see the complete article indicated above. 4 - Filler Metal for Shipbuilding A special branch of the welding industry is dedicated to marine construction. Following the tragic experience gained through the studies that followed the catastrophic failures of Liberty ships [See http://en.wikipedia.org/wiki/Liberty_ship], the single most important lesson learned was the importance of fracture toughness of base materials at low temperatures. In the US, materials for shipbuilding and offshore structures come under the jurisdiction of the American Bureau of Shipping (ABS) that prescribes the rules establishing the requirements for ordinary and higher strength steels. For any specific application, material selection is in general based on stress level, location, thickness and toughness. Highly stressed locations are usually made from special steels of improved toughness properties. Offshore drilling units have definite advantage in weight saving if they use high strength quenched and tempered martensitic steels with yield strength of about 700 MPa (100 ksi). The main problems to be dealt with during fabrication are the following. Laminations in the plate material, if not eliminated through ultrasonic inspection, may give rise to dangerous lamellar tearing that must be taken care of. Hydrogen embrittled must be eliminated by applying thorough reduction of moisture in fluxes and covered electrodes, by following controlled baking routines and then keeping consumables dry, and by using adequate preheating according to precise procedures. Filler metals of lower strength (undermatched), are purposedly used to minimize cracking tendency by providing welds with reduced residual stresses and improved ductility. 5 - Online Press: recent Welding related Articles Welding Equipment & Consumables Market Robotic welding: Don’t forget the consumables Laser welding is a key manufacturing process National Boiler Service Offers Advanced Welding School Automated orbital welding systems streamline in-process inspections
6 - Terms and Definitions Reminder Dimensional Discrepancy is any departure from the dimensions established in manufacturing drawings. Any such deviation must be reported and then it may be accepted through a waiver if insignificant or it must be corrected if unacceptable. Fusion zone is the area of the base metal melted as shown by etching on a ground and polished transversal section of the weld. Gas Nozzle is the part of the welding torch or gun that directs and distributes the shielding gas to protect the metal from atmospheric oxidation. Hermetically Sealed Container is closed by welding, brazing, soldering or adhesion bonding in such a way to provide an impermeable joint to passage of gases in both directions. Insulating Nozzle, used for self shielded flux cored arc welding (FCAW), is a device mounted at the exit end of the welding gun and protects from spatter the contact tube. Partial Joint Penetration Weld is such a weld that does not reach the full depth of the joint. Reconditioned flux for submerged arc welding (SAW) consists of reclaimed unused flux processed by screening for sizing to eliminate fines, removal of occasional magnetic particles, and moisture removal by baking in an oven. Smoothing Bead, also called a Cosmetic Pass, is a weld bead made to smoothen the undesirably rough surface of a previous weld. 7 - Article - Composite Welding When a tool is designed that needs specific characteristics, like abrasion or wear resistant surfaces or cutting edges only in definite areas of a massive supporting base, economy of materials and fabrication can be achieved by using Composite Welding. By this name one defines a special fabrication procedure involving dissimilar materials on a suitable support. The needed specific characteristics may be obtained where required by depositing a base of carbon or low alloy steel onto which surfacing is accomplished using proper tool steel materials. Monolithic tools, besides being expensive, exhibit inherent hardness that makes them susceptible to breakage when loaded by shock in operation. By using a more resilient core one realizes an economy of material and of machining, while the complex hardening heat treatment procedure is simplified. Final machining operations can still be performed on the unhardened metal. Depending on the actual working conditions of the tool, regular carbon or low alloy steels are normally suitable as base metals. For elevated temperature service an alloy steel may be needed. In case heat treatment must be used for developing adequate hardness and strength in the base metal, it has to be performed before final weld surfacing. Filler metal selection is critical to the performance sought, especially if resistance to heat, abrasion or shock is required. Matching of the thermal expansion coefficient is essential for high temperature service. Transitional metal layers like nickel alloy, copper alloy or nickel-copper alloy filler metal may be required to improve performance. To limit base metal dilution in the working hardfacing filler metal, at least two layers must be deposited, more if possible. Various shapes are suggested at the prepared areas where tool steel material will be deposited, to assure smooth transition: a rounded groove is preferred where possible, or a flat surface ready to support buildup material. Among the tool steel types selected as filler metals are AISI S7, H-12 and M-2. Other surfacing materials may be preferred occasionally. The hard layer thickness remaining after grinding of the working surfaces should be 3.2 mm (1/8") at least. Preheat temperature for carbon or low alloy steel base metal should be in the range 427-538 0C (800-1000 0F), lower for small tools, higher for large ones. After welding, tool steel weld deposits must be heat treated, cooled down and tempered, before final machining. If a non hardenable surfacing alloy is used, only a stress relief treatment is needed before grinding. 8 - Site Updating: Welding Teacher The Page of this Month, titled Welding Teacher and added to the Welding Advisers website, was written to help those students willing to learn the fundamentals of welding processes on their own. It may be the starting point for an interesting and rewarding career. Very good sources of basic information are available online but they may be difficult to find. It is a simple tutorial, helping to find relevant and reliable information. A curriculum following a logical path in the progression toward assimilation of meaningful learning is suggested. This page is found at Welding Teacher. It is a companion to the Welding Guide page, released last month, to provide means to understand how to organize the matter for any learning purpose one may wish to follow. Comments on the usefulness or on suggested improvements of these pages are requested from readers who actually perused them. Help us to be more helpful... Additions to the website can be seen in the Site Map or by regularly following our Welding Blog, or by subscribing to the RSS, by following the instructions below the NavBar on every page. Let us have your comments and feedback. Use the Contact Us Form. Promote this Website! Invite your friends to subscribe to this newsletter. 9 - Short Items 9.1 - Box Annealing consists in performing annealing of a metal or alloy in a sealed container under conditions that minimize oxidation. The charge is usually heated slowly to a temperature below the transformation range, but sometimes above or within it, and is then cooled slowly. 9.2 - Centerless Grinding is a method of grinding unmounted cylindrical surfaces. The outside diameter of a cylindrical piece is supported on a work rest or support blade instead of being held between centers, and is rotated by a so-called regulating or feed wheel. 9.3 - Diamond Wheel is a grinding wheel in which crushed and sized industrial diamonds are embedded in a resinoid, metal, or vitrified bond. 9.4 - Eutectoid is an isothermal reversible reaction in which a solid solution (in which the materials are indistinguishably mixed at the atomic level) is converted, on cooling, into two or more intimately mixed solids, the number of solids formed being the same as the number of components in the system. The term means also an alloy having the composition indicated by the eutectoid point on a phase diagram. 9.5 - Peritectic is an isothermal reversible reaction in metals in which a liquid phase reacts with a solid phase to produce a single (and different) solid phase on cooling. 9.6 - Ramming means packing or compacting foundry sand, refractory, or other material into a close-packed mass. Used in (foundry) molding industry for forming a mold by compacting sand. 10 - Explorations: beyond the Welder This Way to Mars Stop the Genetic Dragnet Hunt for Higgs Particle Enters Endgame FuturICT Olympus BioScapes International Digital Imaging Competition
11 - Contributions: MIG/MAG Welding – 'Semi-Automatic' NOT 'Semi-Skilled". You may be more familiar with the term MAGS (Metal Arc Gas-Shielded) welding or even CO2. In the USA it's better known as GMAW (Gas Metal Arc Welding). But this article is not about the use of terms used to describe this welding process, providing of course we all appreciate I am talking about partially mechanized Metal Inert/Active Gas welding, commonly referred to as MIG/MAG welding here in the UK, even though the most common gases are a mixture of argon and CO2, rather than just CO2. The process number may be identified as 135 and/or 131 [in UK].
Now that we have got this out of the way, what I really wanted to discuss is where this process fits into today's industry and what problems, if any, we are now seeing. It's perhaps fair to say, in its simplest form, it hasn't completely replaced MMA welding, especially in the manufacture of pressure vessels. Although in its high-tech form 'synergic' the process provides solutions to some of its inherent weaknesses, more about these later. Synergic in simple terms may best be described as 'pulsed' current control, using a microprocessor. So what are the problems with this process? Actually there is nothing technically wrong with the process at all, other than it might be too easy to use! It's more of a problem with our industry and the demise of the fully skilled/trained welders. The MIG/MAG welding process clearly offers major advantages over MMA, not least of which is a significant increase in productivity and yes, it is easier, initially, to learn to use. Because the process is 'semi-automatic' this does mean in less experienced hands the potential for weld defects is increased, due in the main to it being easier to set-up and operate, or at least it appears that way. But is it? This is a large part of the problem. In real terms, producing high quality welds by MIG/MAG welding should be no easier than any other welding process, but because the operating parameters and controls for the machine do appear easier to select/control, thus the process can provide the illusion of creating acceptable welds, when in reality, things are far from acceptable.
However, it is these very benefits that are now affecting industry, through an increase in weld defects, which can tend to go unnoticed, until a failure occurs. On my travels up and down the country I see more problems associated with MIG/MAG welding than I do for any other process. Of all the welds or welders we test, MIG/MAG welding has the highest failure rate, particularly for 'T' joint fillet welds. When testing welders I would go as far to say that only 20% of them are able to ensure adequate root fusion and/or penetration on a first attempt. In part, this is due to the process being considered by many employers, as semi-skilled. Also, in part, by an increased tendency for MIG/MAG welding to be particularly susceptible to a certain type of weld defect, i.e. lack of side wall and/or root fusion. The process is extremely flexible and quite feasible to weld thin gauge materials and thick gauge materials, using the same size wire/machine, in all positions with no more effort than a simple flick a of switch. If the same welder was asked to make welds covering the same materials range using MMA, the skill level required would most definitely be much greater. This is because the only variable a MMA power source provides is current (constant current machine). Get that wrong and the results will be poor. Whereas MIG/MAG welding, being a semi-automatic process, controls voltage (not current) and wire feed speed (controls current), thus, controlling arc length/burn off rate automatically.
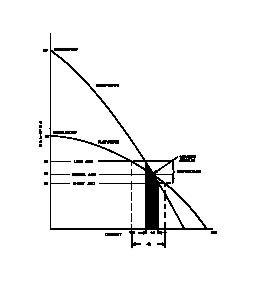
Where MIG/MAG welding is concerned, it's probably fair to say 8 out of 10 welders employed will be self-taught, or at best, semi-skilled. The real knowledge and abilities of most MIG/MAG welders is frighteningly poor. Daft as it sounds, this is probably due to the ease of use (supposed). If you speak to any old school skilled welders, the will always say "I don't MIG/MAG weld"! This may well be a poor judgment on their part, but does help emphasize my point. 'Semi-automatic' should not mean semi-skilled. It simply refers to the control features of the machine. The result being, the machine will accommodate a less than appropriate setting to produce a weld, which would not be possible when using MMA and/or the TIG process. Whereas, the other welding processes mentioned provide nothing to the operator other than a value of current (amps). It is the skill of the operator who then produces the weld. Let me explain a little further. The graphs below show two completely different welding power source characteristics. A 'drooping' characteristic, or constant-current output, typical of MMA/TIG welding and a 'flat' characteristic or constant-voltage output typical of semi-automatic welding.
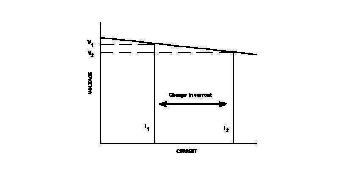
With a drooping characteristic (constant current) machine you can see a small change in arc voltage produces a small change in arc current, depending on the open circuit voltage (OCV) selected. This means the burn-off rate is much slower for MMA, or put another way, for any given change in arc length the current change is small. This allows controlled welding currents to remain as set, even if constant changes in arc length occur. As current is the only variable, its essential this remains as close as possible to the value selected. With a flat characteristic (constant voltage) power source, you can see a large change in current for a very small change in voltage. This is why the power source controls arc-length. If this was left to the welder to control, as in the case of MMA welding, the change in current would be so large as to make it impossible to produce acceptable welds. Therefore, in all 'semi-automatic' welding, the arc-length and the 'burn-off' rate are controlled by the machine. The burn-off rate increases as the arc-length decreases, so as to rapidly compensate for the increase in current from I1 to I2. This response rate needs to be extremely rapid. Of course the welder himself needs to try and maintain a consistent 'stick-out' length. (Stick-out length may best be described as the distance from the contact tip to the work piece).
At the end of the day, because MIG/MAG welding is initially easier to set-up and control, it appears to be easier to master, but don't be duped. To set up the machine properly is much harder than it appears. Here are a few basic questions to test your knowledge.
If you cannot answer these or are not familiar with some of the terms used, the chances are you are not operating the process to its best potential and weld defects/poor productivity, are inevitable. David J. Keats www.specialwelds.com
Warm thanks are expressed to the Author who kindly submitted this Article for publication in Issue 100 of Practical Welding Letter. 12 - Testimonials On Tue Nov 01 02:22:34 2011, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Aaron Erickson Thanks for the quick reply [...] If I find anything interesting on the topic, I'll let you know. Aaron A. Erickson
On Wed Nov 02 01:39:16 2011, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Ray Watt Ray Watt 13 - Correspondence: a few Comments 13.1 - A student with the project of dissimilar metal welding (mild steel - stainless steel) asked for indications for a suitable application... I tried to explain that the usual way is built the other way around, starting from the application. 13.2 - A reader asks for the "rating" of a welding machine that will enable him to weld with 4 mm electrodes. Further clarification reveals that the present welder allows only 3.25 mm electrodes, while with 4 mm it "comes under breakdown within very short time". So, to satisfy the requirement, "which machine should be selected?". Probably a larger one.
However well informed and expert you may be, you could certainly benefit from a vast repository of online authoritative welding information. Important AnnouncementWhen you need Welding-metallurgy knowledge 14 - Bulletin Board 14.1 - Dowload the following Chapter on 14.2 - If you want to purchase the 14.3 - Design, Welds and the Future of Steel 14.4 - Anyone can go to www.tradesgamer.com now 14.5 - Power-Gen International 14.6 - Can you think of Business without Boundaries
14.7 -

Now, from December 9th until midnight on Christmas, 
BUILT BY:
Click on this Logo NOW!
Copyright (©) 2011, by Elia E. Levi and
See you next time... |
||
| Back to Back Issues Page |
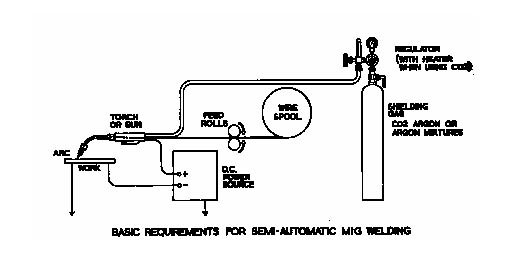
 A more technical term describes the process as being 'semi-automatic' in operation, meaning the arc is self-adjusting e.g. any variation in the arc length produces a change in the 'burn-off' rate allowing rapid re-establishment of the original arc length. Semi-automatic welding consists of a DC arc burning between a metal wire electrode and the workpiece. The arc and weld zone are enveloped in a protective gas shield. The wire is fed automatically from a spool, to the torch, via a constant voltage power source, connected to the positive terminal.
A more technical term describes the process as being 'semi-automatic' in operation, meaning the arc is self-adjusting e.g. any variation in the arc length produces a change in the 'burn-off' rate allowing rapid re-establishment of the original arc length. Semi-automatic welding consists of a DC arc burning between a metal wire electrode and the workpiece. The arc and weld zone are enveloped in a protective gas shield. The wire is fed automatically from a spool, to the torch, via a constant voltage power source, connected to the positive terminal.