| Back to Back Issues Page | ||||||||||||||
 |
||||||||||||||
|
PWL#147, New GTAW Variant, Steel Brazing Tip, Special shielding gas, HTPro, Weld Preparation November 02, 2015 |
||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#147 PWL#147 - A new variant of the GTAW process - twin insulated electrodes in one torch, Furnace Brazing Carbon Steel considering peculiar thermal expansion behavior, adding gaseous carbon tetra fluoride to shielding gas mix to avoid hydrogen embrittlement cracking, Investigation of service failure of a conveyor belt pin, Articles from HTPro, October 2015, New pages on welding preparation and resources and much more...
November 2015 - Practical Welding Letter - Issue No.147
Important Notice The Mid October 2015 Issue of Practical Welding Letter, Bulletin 113, dealing with online Resources on Weld Preparation (NEW) was not distributed by e-mail but it is available at Bulletin 113 and from the updated Welding Resources Page.
DON'T USE REPLY to send your messages! Use the Contact Us form instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. You are urged to pass-along this publication to your friends, if you like it, and if you think they may enjoy it. The addresses reported hereafter were live and correct at the time of their publication. Note: References to articles or other documents are given here in one of two forms. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference.
1 - Introduction 2 - Article - A new Variant of the GTAW process 3 - How to do it well: Furnace Brazing Carbon Steel 4 - Filler Metal and shielding gas influence to avoid cracking in welds 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Example of a Failure Analysis 8 - Site Updating: Weld-preparation and Resources 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: HTPro - October 2015 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article - A new variant of the GTAW process
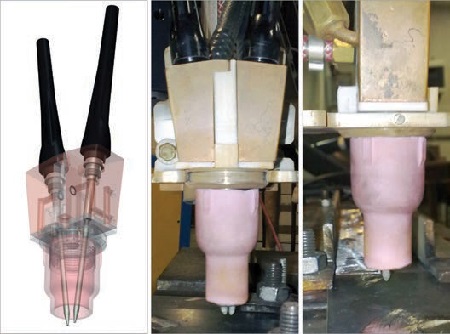
Changes and variants introduced in known and accepted processes are always interesting. Curious technical people could gain by being always alert to novelty, for the chance that a recent innovation might prove suitable to improve the performance of their jobs and applications. Even if the acceptability of such variants cannot be known in advance, following up may be desirable because it is quite possible that definite niches of applications could reap economic benefits from their use. That is why we introduced the Rotating Arc Welding Technology in the PWL#143 issue (4)(July 2015). Now we can report on a new development, again for GTAW, proposing to cram in a single torch two different tungsten electrodes, insulated from each other and connected to two separate power sources. An article reporting on this development was published at page 64 of the October 2015 issue of the Welding Journal. The research started in 2009 at the welding lab (LABSOLDA) of a Brasilian Academic Institute, Federal University of Santa Catarina – UFSC Mechanical Engineering. Dept., Florianópolis, SC, Brazil, and is now being pursued in partnership with the Welding and Joining Institute (ISF), RWTH Aachen University. The drive for this research stemmed from the observation that GTAW is essentially a low productivity process. In fact the application of high welding current for improving it, produces a welding discontinuity known as humping, attributed by several studies to the elevated arc pressure at high currents. Some scientific research reports show that, in a double electrode configuration, the sum of the currents of the two electrodes would produce a much lower pressure on the weld pool, in comparison with that obtained from a single-electrode GTAW (at the current level sum). The article reports on the problem of magnetic arc blow displacing the arcs, depending on the distance between the electrodes and on the type of current. Two techniques are suggested to overcome this difficulty: one is to place the electrodes ends near to each other (at 4 mm or less) so that a single arc shape is obtained, the other uses pulsed mode with out-of-phase synchronization (at any distance). The conclusions, based on experimental results, indicate that this development could be an alternative increasing welding productivity in different types of applications. Interested readers are urged to seek the original article and to stay tuned to further publications of results.
Welding torch designed and fabricated at LABSOLDA-UFSC [From October 2015 Welding Journal, page 65]
3 - How to do it well: Furnace Brazing Carbon Steel
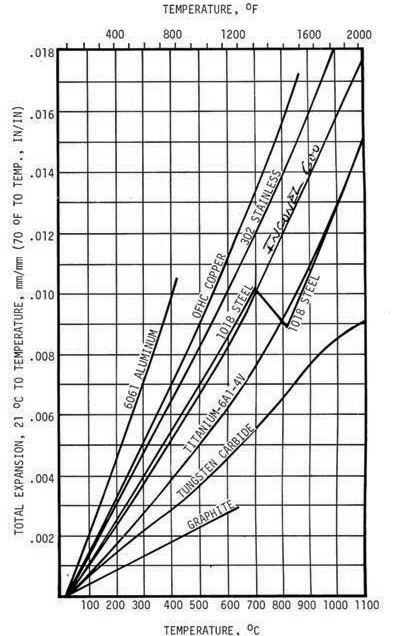
Furnace brazing of low carbon steel with copper filler metal would seem such a straightforward process that any explanatory comments might be considered superfluous. Except that practical applications may turn out faulty and then one should strive to understand the causes and to look for solutions. That was the case of an inquirer who asked why some carbon steel tubular assemblies furnace brazed side by side with copper filler metal did not braze properly, were distorted, and why tack welded small brackets intended to hold the tubes aligned were found broken. Dan Kay, one of the brazing experts of the Welding Journal, answered on page 36 of the October 2015 issue. He explains that this particular problem stems from a unique characteristic of carbon steel and certain stainless steels such as 17-4PH. Their coefficient of thermal expansion does not grow continuously from low to high temperature (like other materials) but presents a kink. These steels begin to shrink after about 1300°F (700°C) during heating, and continue to do so until temperatures are higher than about 1550°F (850°C), where they go on expanding again. Upon cooling down the changes in dimensions occur in reversed order. Moreover the upper tube to be brazed to the other one was of smaller diameter and also thinner. Therefore it tended to heat up before the larger and thicker one, so that their expansion and contraction happened at different times, creating stresses in the materials sufficient to cause deformations and cracks. The Author explains that this unusual behavior stems from iron polymorphism (many forms) meaning that the crystallographic arrangements of atoms and their spacing changes with temperature, as shown in the article. The solution proposed by the Author for overcoming the specific difficulties of the part design is to shield the smaller tube with a strip of ceramic fiber blanket so as to slow down its heat absorption and let the two tubes experience the volumetric change together (at the same time in the thermal cycle). Finding the correct insulation will require of course some experimenting until an acceptable insulator is found. Although the theory is well explained also in the AWS Brazing Handbook, it is only through examples of practical solutions to actual problems that one can learn how to cope with real difficulties in the shop. Did you meet similar difficulties? How did you solve them? Let us know! Interested readers are urged to seek the original article pointed at above.
Thermal expansion curves for a number of metals. [From October 2015 Welding Journal page 37]
4 - Filler Metal and shielding gas influence to avoid cracking in welds
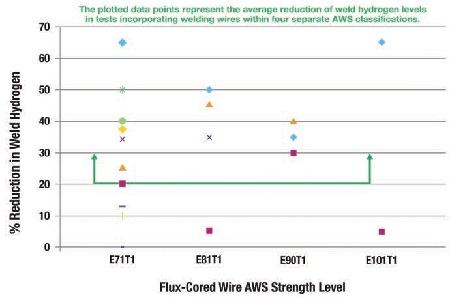
Our page on Hydrogen Embrittlement introduces the main causes of cracking danger affecting welding of high strength steels. A recent article, published in the October 2015 issue of the Welding Journal at page 44, explains why the use of suitable shielding gases may help to lower the chance of hydrogen assisted cracking. The regular precautions must be in place, in particular cleanliness of the surface from lubricants and absence of moisture in the atmosphere and in consumables, especially in the electrode cover or in the flux. The following issues of Practical Welding Letter dealt with avoiding Hydrogen from within consumables: PWL#044, PWL#078, PWL#088, PWL#096, PWL#122, PWL#138, PWL#141. The Links are found in the Index of Past Issues of PWL. Experience shows that fluoride compounds, present in the core of many flux containing wires (used as electrodes in Flux Cored Arc Welding) break down in the arc producing fluorine which reacts with hydrogen and removes it from the arc environment. The reason for looking for an improvement is due to the fact that solid fluoride compounds may have adverse effects on operability, arc stability, spatter and poor arc control. The article indicated reports results of investigations on the use of gaseous carbon tetra fluoride (CF4) as an addition to shielding gases used while welding (75% argon - 25% carbon dioxide) to reduce weld hydrogen, on the final content of hydrogen measured in the weld metal after welding. Tests were conducted using a wide variety of welding consumables: flux-cored wires (with varying fluoride levels), metal-cored wires, and solid wire. For most of the consumables evaluated, the CF4 addition produced a reduction in weld hydrogen of 20 to 40%. A supplier of gases provides blends including CF4 addition for the purpose of avoiding the risks of hydrogen embrittlement in marginal situations. The author of the quoted article, which interested readers are urged to seek, invites his public to check for themselves if the proposed use of an additional gas to the mixture is likely to contribute to improved quality and productivity. We associate to this invitation and urge readers with this experience to let us know their conclusions.
Average reduction of weld hydrogen levels was 20 to 40% when CF4-supplemented shielding gas was used. [From October 2015 Welding Journal, page 45}
5 - Online Press: recent Welding related Articles Global Welding Consumables Market 2015-2019 Global Industrial Welding Robots Market 2015-2019 Miller 2015 Welding Safety & Health Guide (76 pages - Download) Welding Process for Next Orion Spacecraft Begins Connect + The Newsletter of TWI - Issue 11 - August/September 2015 (8 pages - Download) 6 - Terms and Definitions Reminder Oxygen Enriched Atmosphere, that is air where Oxygen is present is proportion higher than 23% is to be considered a fire hazard in that it starts to change fire chemistry and enhance combustion. Physics of Welding deals with the phenomena associated with welding processes and the formation of weld bonds. Resistance Welds Strength Tests determine the strength of resistance welded specimens that can be pulled in a tension testing machine. Surfacing Material is that applied to a base metal or substrate during surfacing. Thermal Cutting Operator is the person who operates automatic, mechanized or robotic thermal cutting equipment. Ultrasonic Examination Scan Plan is the program detailing the technique to be used, the means to be used, the calibration required, the areas to be scanned and the limit of indication acceptance. Vapor Degreasing used to be a powerful method for removing contaminants.
Welding Software is any type of computer program designed to help in preparing required documents, in keeping records and in governing automatic welding. See Welding Software.. 7 - Article: Example of a Failure Analysis
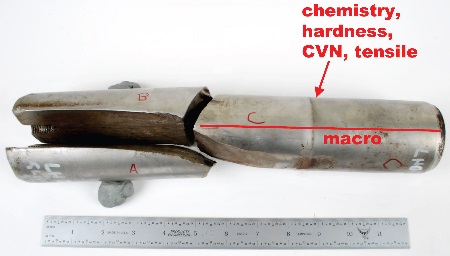
An Article, published at page 32 in the October 2015 issue of Advanced Materials and Processes (AM&P), an ASM International publication, reports on a service failure in a pin that was used as part of a conveyor chain. It is important to pay attention to the second sentence: The company made a wise decision. A stopped conveyor chain is probably a quite serious hindrance in any production line. By obtaining information on the cause of the failure, the management was able to look for other pins in the fracture path likely to fail at the worst moment, and to make sure that the replacements will stand the service stresses. Other less thorough managers would have thought that the urgency of resuming production would cancel any other care, and that the cost of the investigation would not be covered by the gains to be obtained in avoiding future failures. Fortunately the investigation could be performed off line, without interfering with production. But possibly most of those in charge, in industry at large, would not care to investigate, unless educated to do so. The article above reports the highlights of the findings and may interest readers, curious to learn what had happened (what "went wrong"), and open to dig somewhat deeper in metallurgical explanations. It is out of doubt that the conclusions may contribute to help the designers involved to improve their drawings and provide longer life chain conveyors. Interested readers are urged to seek the original article and possibly to ask for more information from the contacts provided.
Remnants of the failed pin with identified sections [From October 2015 AM&P, page 32] 8 - Site Updating: Weld-preparation and Resources What about Site Updating? The pages of this Month deal with essential assignments for proper set up of base materials for welding. The website Page, at Weld-preparation, shows a check list of tasks and operations to be performed before welding. It is important to view all preparation steps as necessary contributions to the proper performance of acceptable welding, such that no short-cuts are allowed. Carrying out what is needed with the required skill is in part the consequence of determined discipline to stick with good practice habits. Welders should strive to achieve perfection all time, even while doing the simplest parts of their difficult job. The other page, which can be found by clicking on Bulletin_113 is, as usual, a list of links to online articles from several sources on the same subject above. While some of the contributions are from commercial companies, no recommendation or endorsement is intended. Readers are advised to check on their own if the proposed solutions are likely to meet their needs and purposes. 9 - Short Items
9.1 - Accelerated Testing, performed on materials or assemblies, is meant to produce failures caused by the same failure mechanism as expected in field operation but in significantly shorter time. The failure mechanism is accelerated by changing one or more of the controlling test parameters. 9.2 - Bauschinger Effect is the phenomenon by which plastic deformation increases yield strength in the direction of plastic flow and decreases it in other directions. 9.3 - Cast Iron is a generic term for a large family of cast ferrous alloys in which the carbon content exceeds the solubility of carbon in austenite at the eutectic temperature. Most cast irons contain at least 2% carbon, plus silicon and sulfur, and may or may not contain other alloying elements. 9.4 - Double Tempering is a treatment in which a quench-hardened ferrous metal is subjected to two complete tempering cycles, usually at substantially the same temperature, for the purpose of ensuring completion of the tempering reaction and promoting stability of the resulting microstructure. 9.5 - Environmental Cracking is a Brittle fracture of a normally ductile material in which the corrosive effect of the environment is a causative factor. Environmental cracking is a general term that includes corrosion fatigue, high-temperature hydrogen attack, hydrogen blistering, hydrogen embrittlement, liquid metal embrittlement, solid metal embrittlement, stress-corrosion cracking, and sulfide stress cracking. 9.6 - Flow is the movement (slipping or sliding) of essentially parallel planes within an element of a material in parallel directions. It occurs under the action of shear stress. Continuous action in this manner, at constant volume and without disintegration of the material, is termed yield, creep, or plastic deformation.
10 - Explorations: beyond the Welder Mysterious Space Junk Will Plunge to Earth in November Life May Have Started 300 Million Years Earlier Than Thought Did Humans Evolve to See Things as They Really Are? Lions in Peril: Big Cats Face 50 Percent Decline in Next 20 Years Exxon Knew about Climate Change Almost 40 Years Ago
11 - Contributions: HTPro - October 2015
The new Issue 3 of Volume 3 of HTPro, a quarterly publication of the Heat Treating Society of ASM International for heat treat professionals, is offered as an insert to the subscribers of Advanced Materials and Processes, (an ASM International publication), October 2015 Issue. It is also available to interested readers and to the general public at: http://www.asminternational.org/documents/10192/25780747/amp17309p039.pdf Among the articles published in this issue:
This article emphasizes the advantage of using Computer Modeling for selecting material and heat treatment designed to produce compressive residual stresses on the teeth of gears. This is achieved by selecting carburising steel grades (like 8620) and by Carburizing and oil quenching gears to generate compressive residual stresses in the surface of the hardened case. This practice permits to reduce the gear dimensions, limiting at the same time the maximum stresses likely to originate fatigue cracks conducive to failures. Without diminishing in the least the importance of this article, which provides numbers to compare results even before building a single part, it should be noted that the above lesson was learnt by gear designers already a long time ago.
The article notes that effective inductor design (which may produce configurations widely different from a simple coil) depends on several factors such as workpiece geometry, temperature uniformity, required heat pattern, and production rate. Alternating current flowing in the inductor generates a time-varying magnetic field that results in contact-less heating of the workpiece. High quality copper materials are essential for long time service, and fabrication practice should overcome the difficulties of weak points, like improper brazed joints which may cause failures if not corrected. CNC machining complex inductors from solid copper blocks has clear advantages as to shape, dimensions and precision. Scanning or single shot heat treating is used for specific parts with dedicated inductor design. Heat intensity can be locally increased by using magnetic flux concentrators for certain areas. Suitable inductor water cooling must be assured for trouble free service: experience with different designs is certainly an important part of a designer's success. The article briefly introduces a novel patent pending inductor design with reduced localized heat generation that significantly extends coil life. The article was adapted from a chapter of the Induction Heating and Heat Treating Vol 4C, ASM Handbook.
Variety of finished and semifinished CNC-machined hardening induction coils [From HTPro October 2015, page 18]
The third article reported here introduces an improved surface treatment where component surfaces are converted into thick, hard boride layers in minutes, dramatically increasing resistance to degradation due to wear, abrasion, erosion, scuffing, and corrosion. The novel, environmentally friendly technology, was developed at the Argonne National Laboratory, Ill. The key ingredient used is a natural borax mineral, which is safe to handle. The ultrafast method uses a battery-like design, where each electrochemical cell contains a positively charged cathode, negatively charged anode, and molten borax-based electrolyte. Bath temperature is roughly 1400°F (760°C). Parts are attached to the cathode, and when the unit is connected to a power source, ions flow from the anode to the cathode, depositing boron on the cathode and attached workpieces. Then boron diffuses into the metal and reacts to convert it into metal borides. The process is completed in minutes, producing a denser, more uniform coating, and requires 85% less energy than conventional boriding. Ferrous and nonferrous metals and alloys (e.g., titanium, tantalum, zirconium, tungsten, niobium, molybdenum, most nickel- and cobalt-base superalloys, and cobalt-chrome alloys), intermetallics, cemented carbides, and cermets (which are not possible to treat using conventional boriding methods) can be treated with the new process. For further information readers are referred to the contacts published in the original article. 12 - Testimonials On Sun Oct 04 09:13:32 2015, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Bill Cotty
On Sat Oct 10 11:49:28 2015, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Diogo Henrique Ferreira I have a big challenge.[...]
13 - Correspondence: a few Comments It is always amazing how certain inquirers believe that the few words they use to describe the situation and the problems, will suffice to the addressee to understand the issue and suggest the solution. Unfortunately it is not so simple. Some have the rare capacity to complicate the issues so that any straightforward understanding of the reality becomes impossible. Sometimes one simply cannot make sense of the text. Maybe the inquirer knows perfectly the subject, but the reader knows no more than what can be read in the message. It would possibly help if the writer would pause to think if the issue is understandable with only the data submitted. At least the materials, the process, the parameters, the joint type, the requirements and the results obtained should be made clear. Otherwise it is a guessing game. Think of this, the next time. 14 - Bulletin Board 14.1 - 41st International Symposium for Testing and Failure Analysis (ISTFA) November 1–5 • Oregon Convention Center, Portland http://www.asminternational.org/web/istfa-2015 14.2 - FABTECH 2015 Nov. 9–12. McCormick Place, Chicago, Ill. www.fabtechexpo.com
SBI! E-Business - Building An Online Business

Watch - The Video:
and also
BUILT BY:
Click on this Logo NOW! No better way to get to know SiteSell, Specific questions about SiteSell?
Copyright (©) 2015, by Elia E. Levi and
 See you next time... |
||||||||||||||
| Back to Back Issues Page |