| Back to Back Issues Page | |||||||||||||
 |
|||||||||||||
|
PWL#150, New D1.1 Code, Projection welding sources, Problems with FM 312, LFW February 01, 2016 |
|||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#150 PWL#150 - Changes in 1.1:2015, Structural Welding Code — Steel, Projection Welding Revisited, Failing transverse side weld bend test specimens using 312 filler metal, Advancement in Linear Friction Welding, Plasma arc cutting and resources, a new no-heat nanotechnique metallic glue, Comments requesting experience in Virtual Welding Training and much more...
February 2016 - Practical Welding Letter - Issue No.150Important Notice The Mid January 2016 Issue of Practical Welding Letter, Bulletin 116, dealing with online Resources on Plasma Arc Cutting (NEW) was not distributed by e-mail but it is available at Bulletin 116 and from the updated Welding Resources Page.
DON'T USE REPLY to send your messages! Use the Contact Us form instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. You are urged to pass-along this publication to your friends, if you like it, and if you think they may enjoy it. The addresses reported hereafter were live and correct at the time of their publication. Note: References to articles or other documents are given here in one of two forms. If they
are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference.
1 - Introduction 2 - Article - Changes in D1.1:2015, Structural Welding Code — Steel 3 - How to do it well: Resistance Projection Welding Revisited 4 - Filler Metal 312 failing transverse side bend tests 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Advancements in LFW 8 - Site Updating: Plasma-arc-cutting and related Resources 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: A new metallic glue 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article - Changes in AWS D1.1:2015, Structural Welding Code — Steel
Readers interested in recent changes introduced in the well known AWS Structural Welding Code should be informed that a thorough summary was published at page 44 of the January 2016 issue of the Welding Journal. This new code revision is the first one published on a five year revision cycle. Those who need the new copy can procure it at go.aws.org/2015D1 Here only an outline of some of the changes will be attempted, to avoid the danger of inducing errors of understanding in readers' minds. A special clause was introduced to allow seal welds to constructions that need to be sealed for steel that is going to be galvanized, and it regulates applicable NDT requirements. New limited provisions are spelled out regarding waiving of the requirement to remove non fusible backing for single sided complete joint penetration with prequalified welding procedure specifications (WPSs) when certain conditions are met. New figures were added to clarify requirements for fillet welds. Also new base metals and grades have been added to Tables 3.1 and 3.3. A special commentary was provided to base the decision on the necessary cleaning of the base metal upon the resultant weld quality inspection. Other clarifications were introduced, not to change the requirements for welding over defects but to make the language more understandable. Organizational changes were implemented to allow reference to be made to new consumable standards. Explaining the two types of classification used, fixed and open, the quoted article informs that the second one provides flexibility to select from an expanded number of electrode types with a variety of shielding gases for different mechanical properties. The article concludes presenting some new tables, changes in forms and a few annexes. The following publication may be useful to curious interested readers. AWS D1.1: See what's changed since 2010?
3 - How to do it well: Resistance Projection Welding Revisited
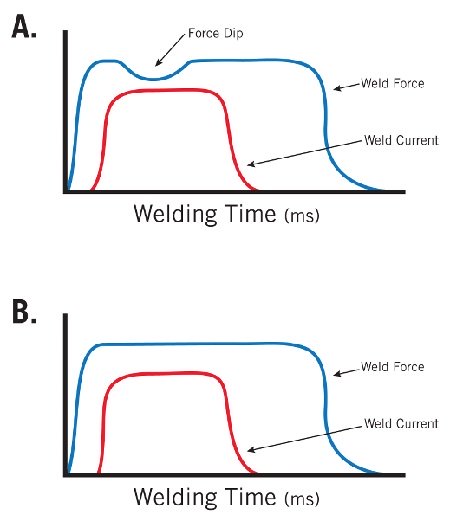
The Resistance Welding answers column regularly published by the Welding Journal, in its January 2016 issue at page 22, dispels some doubts about power sources needed for projection welding. Contrary to what one might expect, the author explains that most important, in projection welding, is the force follow-up device that, during projections collapse, keeps a constant forge/weld force on the parts being welded until the weld is complete. Without a working device, capable to keep the force constant and able to avoid a dip or loss of full force, no good welds can be performed. Regarding power sources, both alternating current (AC) and mid frequency direct current (MFDC) can be used to produce acceptable projection welds, while the cost gap is now marginal, with better control options in the last one. Capacitor Discharge (CD) machines could generate current spikes that were not available by other means, and were showing more consistent repeatability: however these machines were more prone to occasional failures and required longer cycle time to recharge the capacitors. Furthermore their lack of flexibility hinders their use for conventional resistance spot welding. However recent improvements in MFDC introduced shorter current spikes capability that, with its additional capability to be repurposed for other applications and easier retrofitting, along with less expensive cost, seem to suggest that these sources are presently preferred by manufacturers.
A - Slow force followup causes weld inconsistencies 4 - Filler Metal 312 failing transverse side bend tests
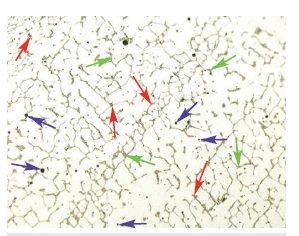
Tapping this inexhaustible source of knowledge and understanding is both delightful and instructive: that is why I often come back to learn from the regular column that Damian J. Kotecki publishes on the pages of the Welding Journal. This recent installment appears at page 26 in the January 2016 of that publication. A troubled inquirer asked why his test weld specimens passed the tensile test but failed the side bend tests. The test plate was ASTM A572 Grade 50 welded to ASTM A829 Grade 4140, normalized condition, using 312 flux cored filler metal, followed by post weld heat treatment at 1100°F (595°C) for two different time exposures. The base metals were 1½ in. thick, and a double Vee joint preparation was used. The 312 filler metal was chosen to avoid hydrogen induced cracking in the 4140 heat affected zone (HAZ) and to obtain some ferrite in the root pass to avoid solidification cracking. Kotecki comments that 312 filler metal is not really austenitic like 308L and 309L, but it is prone to sigma phase formation, embrittling weld metal, in the interval 1000-1700°F (540-595°C). He suggests that a better choice of flux-cored stainless steel filler metal would be the 18 8 Mn grade from ISO 17633 or the 307 grade from AWS A5.22. Both these steels can be successfully employed because, although being fully austenitic, are remarkably resistant to solidification cracking due to high manganese content. He reported as a follow up that metallurgical investigation of failed bend test specimens showed indeed presence of the sigma phase as he had correctly predicted before being informed of the metallographic results. Interested readers are urged to seek the original article indicated above for the complete analysis of the case.
Sigma is identified as the dark grey areas indicated by red arrows in the figure. [From the Welding Journal, January 2016, page 28]
5 - Online Press: recent Welding related Articles Motor vehicle construction benefiting from new laser joining processes Engineering professor recognized with $500,000 national Early Career Award Efficient Sealing Systems In Fluid Technology Primoceler and European Space Agency Present Glass Welding Stress, WELDING MARKETPLACE January 2016 (16 pages) 6 - Terms and Definitions Reminder Hot short is a material prone to cracking when it is at a temperature close to its melting point. In welding, this cracking takes place as the weld solidifies and cools. Martensite is a microconstituent or structure in quenched steel characterized by an acicular or needle-like pattern on the surface of polish. It has the maximum hardness of any of the structures resulting from the decomposition products of austenite. Nick Break Test is a method for testing the soundness of welds by nicking each end of the weld in a specimen, then breaking the weld from nick to nick with a sharp hammer blow. Visual inspection will show any weld defects. Oxyfuel gas cutting is a group of oxygen cutting processes that uses heat from a oxyfuel gas flame. Pass is the weld metal deposited in one general progression along the axis of the weld. Percussive Welding is a resistance welding process in which a discharge of electrical energy and the application of high pressure occurs at controlled times. Preheating is the application of heat to a base metal prior to a welding or cutting operation. Seal Weld is a weld used primarily to obtain tightness and to prevent leakage.
7 - Article: Advancements in LFW
An article at page 26 in the January 2016 issue of Advanced Materials and Processes (AM&P), a publication of ASM International, highlights recent developments in Linear Friction Welding (LFW). The basic concept of this solid state process is known from longtime ago, except that equipment permitting its application was inadequate for actual use except for basic feasibility studies, until recent times. Industrial applications of LFW have been limited, despite its advantages, to expensive components such as jet engine parts, due to excessive equipment costs. As the name implies the process involves the application of translational relative motion of two bodies in contact along a common planar surface, made to slide one upon the other, developing frictional heating. Oscillation frequency, amplitude, and duration of the friction part of the heating cycle are essential parameters to be developed and established for each application. By stopping oscillation and applying a forging transversal force one obtains a solid state weld between the two bodies. Easier said than done. Hydraulic actuation systems, those mostly in current use, store energy under high pressure. High speed valves with large flow rates push on alternative sides the oscillation piston. Such hydraulic systems are massive and expensive to build and to operate. A mechanically based 100 ton machine for LFW was recently built by a specialized equipment builder and is illustrated in the article. The design is much simpler and operation is easier to control. The mechanical system described there allows for amplitudes exceeding 6 mm and 70 Hz of oscillation, thus expanding the available parameters for exploratory development work. Typical experiments involved welding 6061-T6 to 1018 steel with exceptional strength results. Welding capability is actively pursued for dissimilar metal combinations to be used in automotive and aerospace applications. But more basic assignments were successfully performed on another mechanical 150 ton LFW machine: the result was a full section (8400 mm2) railroad rail welded end to end. This achievement is said to compete successfully with both thermite or flash butt welding because LFW reduces rail shortening and tension, prolonging rail service life. Interested readers are invited to seek the original article pointed at above.
Full-section rail joined by LFW [From AM&P, January 2016, page 28]
8 - Site Updating: Plasma-arc-cutting and related Resources The Pages of this Month deal with Plasma Arc Cutting. Although we had in the past several references to this process, a dedicated page was missing. The page describing the process is available at: A page of Resources on Plasma Arc Cutting, listing several online sources readily searchable, can be found at Bulletin 116 or from the Welding Resources page. In general, when looking for a subject, the Site Map page is a good place to start from. One can also type the search terms in one of the search boxes appearing in almost every page of the website. And one can also address a query to us using the Contact Us form. Readers' comments and feedback are always welcomed. 9 - Short Items
9.1 - Normal Stress is the stress component that is perpendicular to the plane on which the forces act. Normal stress may be either tensile or compressive. 9.2 - Oxidative Wear is a corrosive wear process in which chemical reaction with oxygen or oxidizing environment predominates, or a type of wear resulting from the sliding action between two metallic components that generates oxide films on the metal surfaces. These oxide films prevent the formation of a metallic bond between the sliding surfaces, resulting in fine wear debris and low wear rate. 9.3 - Progressive Forming occurs sequentially at consecutive stations with a single die or separate dies. 9.4 - Rod is a solid round metal section 9.5 mm or greater in diameter, whose length is great in relation to its diameter. 9.5 - Sulfide Stress Cracking (SSC) is a brittle fracture by cracking under the combined action of tensile stress and corrosion in the presence of water and hydrogen sulfide 9.6 - Tube Sinking means drawing tubing through a die or passing it through rolls without the use of an interior tool (such as a mandrel or plug) to control inside diameter.
10 - Explorations: beyond the Welder Last Call: Will WIMPs Show Their Faces in the Latest Dark Matter Experiment? Switch to Clean Energy Can Be Fast and Cheap 3D Scanners Race to Monuments Before Terrorists Blow Them Up The Science of Healing Thoughts Money from Genes: CRISPR Goes Commercial
11 - Contributions: A new metallic glue
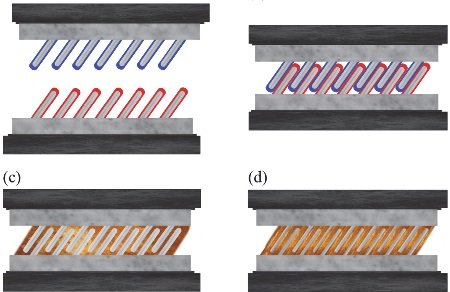
A new metallic glue providing high mechanical strength together with thermal and electrical conductivity may be highly appreciated in most diverse fields of application. Notice of this development is given in an article at page 22 of the January 2016 issue of Advanced Materials and Processes (AM&P), a publication of ASM International. The article explains the case of electronics applications where good thermal conductivity is required to dissipate heat, task only partially fulfilled by soldered joints, whose very making, at soldering temperatures, risks to damage delicate components nearby. Metallic gluing is a new term, introduced to signify the mechanical joining function of the new development, together with the conductivity associated with metals. The new process uses nanostructures and eutectic alloys to produce a room temperature metallic glue with the desirable properties of a solder. The two surfaces to be connected by the new process are prepared with nano rods called core-shell: that means that at the core are copper rods or whiskers of nano dimensions. The nano rods are alternatively covered: those of, say the upper surface, with a thin layer or shell of gallium, those of, say the bottom surface, with a thin layer or shell of indium. When the mating surfaces are brought together and lightly pressed, the large spacing of the nanorods allows them to slide between those on the opposing surface. When the two sets of the well separated nanorods come into contact, they interpenetrate under fingertip pressure. The covering shell elements, gallium and indium mix, forming a eutectic alloy, liquid at or below room temperature. Interdiffusion between the liquid alloy and the nano rod cores leads to solidification as the composition deviates from that of eutectic alloys of low melting temperature. Upon solidification, the result is the formation of three-component alloys (the metallic nanorods and the metallic eutectic alloy) that are solid at room temperature. The development depends heavily on the understanding of the nano rod growing process and on the technological breakthrough obtained while perfecting the applications. The core-shell nanorod glue is expected to perform even better with the experience to be gained while implementing the technique for practical uses. Another presentation of the innovation illustrated above can be read by curious readers in the following article: Could Super Metallic Glue Replace Soldering and Welding?
Top left: two sets of separated nanorods
12 - Testimonials On Mon Jan 04 12:08:21 2016, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Carmen Vertullo
On Mon Jan 04 10:47:51 2016, the following results were submitted from the "Form 5" on welding-advisers.com: Name: Stephen Sliger It is hoped that within the group someone has had experience with this. 13 - Correspondence: a few Comments Following an article published in the previous issue of this page, I got the following message from an old time reader and friend, Mr. Anthony Rangus, metallurgist and inspection specialist from Bechtel, commentator and contributor to this periodic letter, with a rich experience of everything welding: "I am interested in hearing from people who have started their training as a welder by using one of the myriad virtual training systems on the market. When I first started learning about welding in the early 1960's and trying my hand on striking and maintaining an arc, I found the biggest roadblock people had with continuing their training was the heat, spatter, and smoke generated by arc welding. There is nothing like getting burned by spatter or having your hair catch fire to turn someone off to welding as a career. For those who started out with using a virtual trainer, was it easier to accept the heat, smoke and spatter when actual arcs were struck? And did the virtual training shorten your actual arc time before you became proficient?" As I have no personal experience on this subject, besides having read much of the published information, I would like to ask those readers who had the opportunity to get their virtual training sometime at the beginning of their welding career, to be so kind to give us in writing their answers to the questions above, in practice to tell readers how they feel about it and if they consider it useful. Such notes will be published here in the next issue. Thanks.
14 - Bulletin Board 14.1 - International Conference on Civil, Mechanical, and 14.2 - ShipTech 2016 14.3 - FABTECH Canada
March 22–24. Toronto Congress Centre, Toronto, Canada 14.4 - 9th International Seminar & Conference on Advances in Resistance Welding AWS
We Were Just Trying to Make Ends Meet

Watch - The Video:
and also
BUILT BY:
Click on this Logo NOW! No better way to get to know SiteSell, Specific questions about SiteSell?
Copyright (©) 2016, by Elia E. Levi and
 See you next time... |
|||||||||||||
| Back to Back Issues Page |