| Back to Back Issues Page | ||||||||||||||
 |
||||||||||||||
|
PWL#154, Cold Spray Repair, Certif.Res.Weld.Techn, GMAW Sources Advances,Fume Control requirements June 01, 2016 |
||||||||||||||
| We hope you will find this Letter interesting and useful. Let us know what you think of it.
PWL#154 PWL#154, Cold Spray Repair of Aircraft Components, New Certification for Resistance Welding Technicians, Filler Metal updated Classification Requirements, Advances in GMAW Power Sources, Resources on Stainless Steels, Metals Part 3 for building Encyclopedia Online, Meeting tightened Fume Control requirements and much more...
June 2016 - Practical Welding Letter - Issue No.154
Important Notice Check the New Mid May Bulletin including Resources on Metals, Part 3.
DON'T USE REPLY to send your messages! Use the Contact Us form instead. This publication brings to the readers practical answers to welding problems in an informal setting designed to be helpful and informative. You are urged to pass-along this publication to your friends, if you like it, and if you think they may enjoy it. The addresses reported hereafter were live and correct at the time of their publication. Note: References to articles or other documents are given here in one of two forms. If they are URL's (Uniform Resource Locator), which is the analogue of an address, they begin with "http://..." or "www.". If the information is important to you as we hope, you may save the selected pages in a suitable folder on your Computer for easy reference.
1 - Introduction 2 - Article - Cold Spray Repairs 3 - How to do it well: Certified Resistance Welding Technician 4 - Filler Metal: An Update on AWS Classification Requirements 5 - Online Press: recent Welding related Articles 6 - Terms and Definitions Reminder 7 - Article: Advances in Power Sources for Gas Metal Arc Welding 8 - Site Updating: Bulletin_119 9 - Short Items 10 - Explorations: beyond the Welder 11 - Contributions: Inadequate Remedies may fail Fume Control Requirements 12 - Testimonials 13 - Correspondence: a few Comments 14 - Bulletin Board
2 - Article - Cold Spray Repairs
An update on the subject of the title above was published at page 24 in the May 2016 issue of the magazine Advanced Materials and Processes (AM&P), a publication of ASM International. Raising again the argument in the press after a short time from a previous unrelated publication, reported here in the March issue (PWL#151)(4) indicates that the new repair procedure is gaining approval for more extended application to aircraft parts. It is intended for base materials like alloys of aluminum and magnesium that wear off or corrode to the point that they must be removed from service. The economic advantage of returning to service previously scrapped expensive parts justifies the cost of the equipment and of the qualification procedures. The severe limitations of classical welding repair, due mainly to the elevated temperature required, forbid its use on such delicate parts. Cold spray stands out as a preferred solid state coating process where a high speed gas jet accelerates metal powders that deform and consolidate upon impact with the substrate. This technique is well suited to repair temperature-sensitive components by depositing strongly bonded, low porosity, oxide-free coatings using a range of materials, not necessarily identical to the original. Validation was successfully obtained by using standard bond strength tests for coated deposits, metallographic examinations, and bend tests. Cumulated experience and solid gains demonstrate the viability of cold spray, usually applied by robotic installations as the preferred repair procedure for many expensive aircraft parts. The newly coated parts need machining to original drawing dimensions. Interested readers are urged to seek the original article and the references included.
Pitting corrosion damage in a Boeing 747 APU generator housing. Courtesy of L.J. Walch. 3 - How to do it well: Certified Resistance Welding Technician
The Editorial article, written by Tom Snow, Chairman, Resistance Welding Manufacturing Alliance (RWMA) and published by the Welding Journal in its May 2016 issue at page 6 makes the point of explaining a long series of improvements and innovations introduced along the years, while asserting that the real place and importance of resistance welding processes was never really recognized. This happened notwithstanding the great successes achieved with the massive applications in the automotive industry where very large numbers of spot welds keep cars together and assure the required stability upon collision impacts. Some of the most recent improvements of the process were inspired by the needs of the automotive industry to adopt lighter strong materials, like high-strength steels and aluminum, to meet weight reduction goals, by challenging older solutions adopted with traditional mild steel. Modern three-phase, midfrequency direct current (MFDC) resistance welding power supplies were discussed in this publication long ago (PWL#042 (2) of February 2007). By now these power sources are standard in much of the automotive industry, as they offer greatly increased control over the transformer’s secondary output, along with the benefit of reduced primary grid draw due to their balanced three phase input. In addition, MFDC transformers are much smaller and lighter than older AC power supplies of the same KVA rating, an important consideration when building robotic spot welding cells which now feature efficient, close-coupled integral transformer welding guns. Moreover modern electronic control assures monitoring and compensation functions, essential to guarantee continuing production of flawless spot welds.
Technicians in charge of setting working parameters must understand the process and select variables in a range where the resulting weld strength will remain acceptable for as long as possible even after the electrode tips wear under continuous work. The article reminds that a two-day resistance welding school has for a long time been available to brush up the capabilities of involved personnel. But the breaking new described by the author as an exciting development is the soon-to-be-launched AWS Certified Resistance Welding Technician (CRWT) designation. The author informs that the 100 question multiple-choice exam covers all aspects of the resistance welding process, and assures that a passing grade will earn technicians long overdue professional recognition. The Resistance Welding Manufacturing Alliance (RWMA), hopes that the CRWT certification program will encourage plant personnel (and their managers) to seek more knowledge of the resistance welding process, which should lead to higher weld quality and better-paying jobs. Manufacturers in industries where high-quality resistance welding is required will do well to upgrade their workforce, by providing to their technicians suitable qualification courses and relevant certifications. 4 - Filler Metal: An Update on AWS Classification Requirements
A note published in the May 2016 issue of the Welding Journal at page 55, informs the public on the introduction of: A5.36/A5.36M:2012, Specification for Carbon and Low-Alloy Steel Flux Cored Electrodes for Flux Cored Arc Welding and Metal Cored Electrodes for Gas Metal Arc Welding (GMAW). The main reason for the new Specification was that the older system included a fixed classification system with specific requirements on a number of properties and conditions. The older documents were: AWS A5.20/A5.20M, Specification for Carbon Steel Electrodes for Flux Cored Arc Welding, and AWS A5.29/A5.29M, Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding. Under the requirements of the older Specification a manufacturer willing to introduce a new flux cored product not meeting exactly any of the requirements of the fixed classification should have filed a request to the AWS for a new classification. Such a procedure could take from two to five years to be resolved.
Recognizing the need to expedite the introduction of new products and also to align its classification documents more closely with international welding classification documents, AWS introduced in the new document an open classification system. To classify a new product, a manufacturer can choose the appropriate designators from a list of many options to create the appropriate classification for the product, without the need to petition AWS for a new classification. Furthermore, unifying Carbon and Low-Alloy Steels, the new document includes also the materials previously covered by AWS A5.18 and AWS A5.28. However many users that had adopted the older classification (A5.20 or A5.29) were reluctant to requalify to a different specification. AWS agreed, by allowing a dual classification that should have been limited to the end of 2015. This requirement has been now removed and a new edition of A5.36 is under revision for a planned issue date this year. It is recommended that interested readers working with any of the above specification seek the Update referred to above. 5 - Online Press: recent Welding related Articles Advanced Automation SAU System starts unique Welding Engineering Technology program Consumables Corner: Breaking down CTOD and CVN testing Aluminum Workshop: The perks of a push-pull gun for GMAW TWI Connect + March/April 2016 6 - Terms and Definitions Reminder Acceptable Weld is the one that meets all applicable requirements. Backgouging is the removal of excess material from both weld and base metals on the opposite side of a partly welded joint. A groove or bevel is formed in order to facilitate complete joint penetration with further welding from the back side. Cold welding is a solid state welding process in which pressure or impact impingement is used to produce a weld at room temperature, without fusion but with substantial deformation at the weld. Magnetic Pulse Welding, Ultrasonic Welding and Explosion Welding are types of cold solid state welding. Depth of fusion is the distance where fusion extends into the base metal or into a previous bead, from the surface melted while welding. Fillet Weld is one of near triangular cross section joining two surfaces approximately perpendicular to one another in a lap joint, T joint or corner joint. Heat Affected Zone (HAZ) is the portion of base metal whose mechanical properties and/or microstructure have been altered by the heat of welding, brazing or thermal cutting performed nearby. Intermittent Weld is a succession of beads deposited along a line, separated by recurrent unwelded spaces. Joint penetration is the distance the weld metal extends from the weld face into the joint, exclusive of weld reinforcement.
7 - Article: Advances in Power Sources for Gas Metal Arc Welding
The fact that two articles on the above subject were published in the May 2016 issue of the Welding Journal signals that improvements are constantly devised and introduced in modern welding equipment. The first, at page 24, describes the evolution of leading edge control technologies that, using newly developed instrumentation, increase capabilities and performance of the specific welding power source. The welding control engine described, was developed with the aim of achieving higher speed processing cycles and greater processing capability through the use of very large scale integrated circuits (VLSI) specialized for welding control. The results achieved were a cycle time in the order of nanoseconds and a 64-fold processing capacity increase. The main features of non pulsed welding realized by the new chip are categorized with four characteristics that are integrated into the system, permitting to select suitable characteristics according to the usage. The effect, due to high speed digital calculations, is a very stable metal transfer and regulation of the arc length in real time that minimizes spatter. Further to the improvements described, a new controlled bridge transfer (CBT) was developed to provide low heat input and spatter reduction in the short circuit current range, suitable for high speed and precision processing. An additional variation, called Expanded (CBT-EX), improves the prediction rate and the control of the arc cycle in globular transfer mode with better arc length control and reduced spatter. The article enters in some details relative to new waveforms introduced to provide stable droplet transfer and summarizes concluding that the power source control based on digital inverter control technology is mature for industrial applications with different specific requirements. The second article, at page 38, refers again to smarter inverter power sources. It stresses that the new features requested by industry and provided by equipment suppliers come often together with user friendly bonuses. Choosing to invest in a new power source affects how you provide a quality product to your end customer. Welding jobs change quickly and a different power source may be needed to deal with the change and, as metals and alloys change, the problem gets even worse. To confront the challenge, power source manufacturers became smarter, and power sources are improving. Today’s modern inverters can be upgraded to meet changing job needs, and they can weld a more diverse group of metals without much more than a change in consumables. By integrating computers with power sources, welding has become a digitized industry. The adaptive arc is possible due to the high-speed communication systems that transmit real-time feedback to modify the arc within set parameters. Software enhancements help the arc adjust for low heat input and low spatter (as explained in the article reported above) or provide stabilizers for penetration and arc length stabilization. All of these can be programmed to fit the exact quality standards of the desired application. The fact that welding processes are based on software gives additional flexibility to customers, who can purchase just the technology they need now, with the confidence that their equipment will be upgraded if and when necessary, with software updates. Some power sources can be changed from manual to robotic and back again either by the work of a technician or by the equipment maintenance staff, without investing in a new machine, except for both a manual and a robotic set of torches, wire feeders and accessories. This way customers gain a substantial amount of versatility with a single investment. The welder can change parameters with a few taps on the screen, even with gloves on, while settings and procedures are saved in the system and quickly accessible. Quality welds are ensured by a responsive arc, maintained through feedback to the inverter by high speed communication systems, without user input. Big benefits are obtained in the robotic welding sector by higher travel speeds and an adaptive arc, resulting in increased productivity. The new power sources are compatible with almost all types of robots, a fundamental issue for realizing smooth integration, required to be available even for unknown jobs coming online in the future. Technology leaps forward and equipment/software features continue to evolve as manufacturers keep alert to satisfy new requirements needed by the industry. Interested readers are urged to seek the original articles, clarifying to them specific questions to equipment manufacturers in order to remain capable to meet changing requirements.
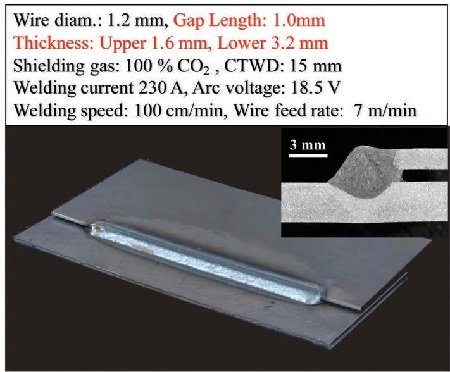
Sample of the CBTEX process. GMAW with 100% CO2.
8 - Site Updating: Bulletin_119 The Page of this Month introduces more information on Resources on Metals, Part 3 aimed to enrich your Materials Encyclopedia online. This page is dedicated to Stainless Steels. Due to the various types and their different characteristics it is most important to informed professionals to have an updated database where information is right on their fingertips. It is therefore recommended to busy readers to dedicate the required time to perform gathering and organizing in a practical way the pages available from many sources. Also brochures and catalogs from commercial companies may provide useful information. Click on Bulletin 119 to download all the pages introduced in Resources on Metals, Part 3, dedicated to Stainless Steels and organize the downloaded material in indexed folders, arranged for easy retrieval of information. 9 - Short Items
9.1 - Drawability is a measure of the formability of a sheet metal subject to a drawing process. The term is usually used to indicate the ability of a metal to be deep drawn without cracking. 9.2 - Erosion is the loss of material from a solid surface due to relative motion in contact with a fluid that contains solid particles. Erosion in which the relative motion of particles is nearly parallel to the solid surface is called abrasive erosion. Erosion in which the relative motion of the solid particles is nearly normal to the solid surface is called impingement erosion or impact erosion. 9.3 - Fatigue Striation consists of parallel lines frequently observed in electron microscope fractographs or fatigue fracture surfaces. The lines are transverse to the direction of local crack propagation. The distance between successive lines represents the advance of the crack front during the one cycle of stress variation. 9.4 - Grindability Index is a measure of the grindability of a material under specified grinding conditions, expressed in terms of volume of material removed per unit volume of wheel wear. 9.5 - Hydrogen-Induced Delayed Cracking is a term sometimes used to identify a form of hydrogen embrittlement in which a metal appears to fracture spontaneously under a steady stress less than the yield stress. There is usually a delay between the application of stress (or exposure of the stressed metal to hydrogen) and the onset of cracking. Also referred to as static fatigue. 9.6 - Intercritical Annealing is any annealing treatment that involves heating to, and holding at, a temperature between the upper and lower critical temperatures to obtain partial austenitization, followed by either slow cooling or holding at a temperature below the lower critical temperature.
10 - Explorations: beyond the Welder Maybe Life in the Cosmos Is Rare After All Magic Mushroom Drug Lifts Depression in Human Trial 10 Ways Climate Science Has Advanced Since An Inconvenient Truth A Self-Improvement Secret: Work on Strengths Is Commercial Aviation as Safe and Secure as We're Told? 11 - Contributions: Inadequate Remedies may fail Fume Control Requirements
An article published at page 42 of the May 2016 issue of the Welding Journal warns against the belief that, based on remedies established in the past, the present situation should be safe. In fact regulations are tightening and regulatory bodies are putting increased emphasis on enforcement. Furthermore in 2016, OSHA (Occupational Safety and Health Administration) may increase by up to 80% fines for violation of requirements. In particular the Authors advise to check at least the following five points for improving compliance to requirements in any welding operation. While ambient air quality may be generally satisfactory if all available fans are operating to blow to the outside contaminated air, dust and fume concentration must be measured at the breathing zone for welders and operators at risk. Permissible exposure limits (PELs) must be met for individual workers. Fume Composition must be considered for specific contaminants (like manganese, hexavalent chromium or beryllium), depending on the type of materials used. Environmental Regulations issued by the Environmental Protection Agency (EPA) set limits on emissions to the atmosphere of toxic elements from metalworking processes. One solution could be to consider switching from unfiltered ventilation to a filtered return air system to be placed on the roof. The fourth point is the advice to consider computer modeling for placing the existing air quality equipment in the most cost efficient emplacement to achieve optimum results. A specific engineering service is mentioned in the article. The last point is to leverage the improved air quality in the shop to advertise to potential new workers, more aware than in the past to health risks, the advantage of being employed in a facility meeting regulations. The article concludes asserting that the ultimate goal should be protecting the health and safety of employees. But improving indoor air quality is a sound business decision, too, as studies have shown that investments in air quality improvement can pay off in as little as two years in terms of improved productivity, reduced absenteeism, and higher retention rates. Interested readers are urged to seek the article pointed at above.
Dust collection units on a rooftop.
12 - Testimonials 2016-05-09 Elia, 13 - Correspondence: a few Comments Answering to the request of our reader Anthony Rangus in the last issue of PWL, our friend and contributor Quality Engineer Paul Ipolito, offers the following comments: I agree with Mr. Rangus and I see the same inexplicable increase in documentation associated with fabrication and welding contract requirements. I believe two factors have contributed to the massive increase in required documentation: The unmistakeable stench of lawyers permeates most contracts nowadays. With the retirement and/or layoffs of the folks with 30+ years experience, we now have a fresh crop of project folks who don't know what is and is not critical to a project so they go with all of the documentation/specification requirements rather than taking a chance on leaving something out. Glad I only have a couple of more years to deal with this. Paul Ipolito 14 - Bulletin Board 14.1 - 3rd Welding Education, Skills & Certification Conference 14.2 - Lasers Conference
See you next time...

Watch - The Video:
and also
BUILT BY:
Click on this Logo NOW! No better way to get to know SiteSell, Specific questions about SiteSell?
Copyright (©) 2016, by Elia E. Levi and
 Back to Past Issues of PWL.
|
||||||||||||||
| Back to Back Issues Page |